ISO车削刀具精密冷却技术
文章来源:MM《现代制造》
发布时间:2017-02-22
瓦尔特公司采用最新的ISO车削刀具冷却技术,提出了一种最佳解决方案,即采用“双精密冷却系统”,只要是10 bar(1 bar=0.1 MPa)以上的冷却压力,即可达到良好的切削效果。
瓦尔特(无锡)有限公司
瓦尔特公司采用最新的ISO车削刀具冷却技术,提出了一种最佳解决方案,即采用“双精密冷却系统”,只要是10 bar(1 bar=0.1 MPa)以上的冷却压力,即可达到良好的切削效果。
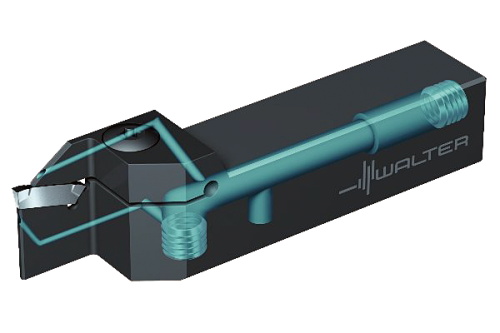
瓦尔特最新的精密冷却技术产品包含:Walter Turn(ISO刀杆)、Walter CaptoTM(C4~C6接口)和Walter Cut(切槽与切断)刀具系列,其全新的精密冷却系统基本原理是,尽可能使冷却出口到切削刃的距离更短,整股冷却液喷射流精确地对准切削刃喷射,或者刚好喷射在切屑下方,因为此处的切削温度最高。冷却液出口与切削刃之间的距离越大,冷却效果越差。
当然,冷却压力越高,冷却效果越好。在提高冷却压力后,断屑效果会得到改善,从而增加了工艺可靠性。当冷却压力在40 bar以上时,冷却效果特别明显。加工ISO-M/S材料,容易出现积屑瘤,此时使用高压冷却可以使得加工难度得到明显改善。目前的的冷却压力上限可达150 bar,但是这个值不是最高值。瓦尔特车削专家可将将冷却压力提高到300 bar,这是一个非常重要的信息,特别是对于航空航天领域而言,加工不锈钢和难加工材料,需要更高的压力。
对于Walter Turn(车削)和Walter Cut(槽加工)系统而言,用户有多种精密内冷方式可选。所有ISO车削刀杆都配有两个G1/8管接头。最佳解决方案是与VDI接柄A2120-P/A2121-P (P表示精密冷却)配套使用,用在星形转塔和盘式转塔上,冷却液直接从转塔流向刀杆,刀杆安装轻松便捷。冷却系统通道自动匹配。



































获取更多评论