瓦尔特T2711/T2712螺纹铣刀新定义先进技术
快速、可靠而高效
目前,机械工程师在加工大型螺纹时,左右为难。选择使用适合其加工工艺的丝锥通常可缩短其加工时间。但是,大型螺纹的攻丝往往导致大扭矩,存在鸟巢状缠屑和高刀具成本的风险。相反,如果他们选择螺纹铣,他们必须接受比其它攻丝方法更长的加工时间。
位于德国图宾根的刀具专家瓦尔特采用T2711和T2712螺纹铣刀, 已经研发出了一套全新的螺纹铣系统,这套系统为M24/UNC1尺寸以上的螺纹加工设定了新标杆。它是大型螺纹首创的螺纹铣系统,在攻丝生产效率方面极具竞争实力。

瓦尔特螺纹铣产品经理Martin Hellstern说:“瓦尔特T2711和T2712螺纹铣刀正在重新定义先进技术。”
“我们自己都对我们检查的传统螺纹铣系统是如何达到其极限感到惊讶。在某些情况下,刀具完全不能满足要求。”图宾根瓦尔特螺纹铣产品经理Martin Hellstern说。因此,瓦尔特专家决定研发一套采用可转位刀片的全新的螺纹铣系统。于是,就开发出全新的T2711/T2712系列,该系列目前已经是瓦尔特产品系列的组成部分。
“我们全新的螺纹铣刀首次将螺纹铣优势与攻丝优势结合起来。这提高了加工可靠性,还大大降低了成本。”Hellstern说。加工时间短、刀具成本低、生产效率高,加工稳定性好:最终可降低单个螺纹成本。“因此,全新Walter T2711和T2712螺纹铣刀不仅仅是另一种可转位刀片铣系统,而且还是一种根本的创新,这是因为螺纹铣刀正在重新定义先进技术。”Hellstern强调。

全新螺纹铣刀首次将攻丝的高生产效率与螺纹铣削的加工稳定性有机地结合起来。
T螺纹铣刀的应用范围几乎可用于所有行业:它们可用于加工通用机械工程的多种零件。对于能源行业,T2711和T2712螺纹铣刀可用于加工风力涡轮机、核电厂、汽轮机和发电机的零件。对于汽车和电厂行业,它们特别适合加工大型发动机、大型齿轮箱和商用车的零件。它们还适用于石油和天然气行业的阀门和管件。

瓦尔特T2711/T2712是在攻丝生产效率方面极具竞争实力的首创螺纹铣削系统
单个螺纹成本降低45%
实际应用证明,在节省成本和缩短加工时间方面都有巨大潜力。例如,在制造风力涡轮机的零件时,单个螺纹成本降低约45%。同时,加工时间缩短五分之一。
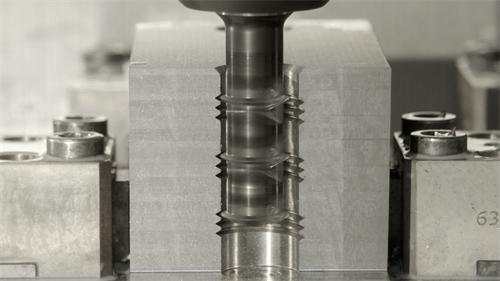
具体来说,任务是铣削由34CrNiMo6材料制成的环圈中的70毫米深的M36螺纹。使用了T2711-29-W32-3-09-3-24,其中有三排齿,每排三齿。刀具冷却液从轴向出口流出。切削参数vc=240m/分,fz=0.3mm,结果:每道铣削程序仅花了21秒,比使用竞争对手适合该应用的丝锥快6秒。瓦尔特刀具寿命是每道切削刃加工540件,因此比竞争对手的刀具寿命长得多,后者仅可加工300件。
“此实例充分证明了用户使用我们全新螺纹铣刀的优势,”Hellstern总结道,“生产效率明显较高 - 不会发生鸟巢状缠屑,客户以前必须在每加工30道螺纹后中断过程,才能清除铁屑。此外,不再需要修复过程。”
实际应用证明,在节省成本和缩短加工时间方面都有巨大潜力
技术特点和应用范围
全新T2711/T2712螺纹铣刀有多排切削刃和一套可调内冷系统,其中配有径向或轴向冷却液出口。为了保证盲孔加工期间优化的排屑效果,可去掉顶端内冷通道密封螺丝。在加工通孔螺纹时,可封闭轴向冷却液出口,从而保证所有冷却液直接径向流动。这可将卷屑向下冲洗,从钻孔中排除。
新铣刀配有专用的螺纹铣刀刀片:每个刀片有三个切削刃,一个锋利槽形和一个螺纹铣专用断屑槽。刀具可通用于2.5 × DN的螺纹深度和1.5~6毫米或18-4 TPI的螺距范围。它适用于硬度为HRC 55 ISO材料组P、M、 K、S和H制成的所有材料。采用高切削参数,可同时加工多段螺纹,使得加工效率可匹极切削丝锥和挤压丝锥。

全新T2711/T2712螺纹铣刀有多排切削刃和一套可调内冷系统,其中配有径向或轴向冷却液出口
标准产品组合包括M24~M48和UNC 1~UNC 1 1/2系列。“采用‘Walter Xpress',我们甚至可在仅仅三周的交货时间内交付定制刀具,”Hellstern说。这意味着瓦尔特的刀具专家想达到什么目的不受任何限制。例如,可轻松加工M160×6螺纹。此加工工序要求的螺纹铣刀刀片属于标准库存项目。
生产效率最高、质量最优、加工稳定性最好
瓦尔特T2711/T2712螺纹铣刀解决了必须在提高加工稳定性和缩短加工时间之间权衡取舍的难题。这是因为它将螺纹铣的优势与攻丝的优势有机地结合起来,因此远远胜过我们竞争对手的现有系统。还可通过加快加工和提高刀具使用寿命,降低单个螺纹制造成本。易拆装和较少的半径修正,可大大提高加工稳定性。新螺纹铣削系统出色的运行平稳性还可实现出色的表面加工质量和极其好的螺纹质量。“所有这些特性可明显降低刀具成本 - 某些情况下成本节省高达90%。”瓦尔特产品经理Martin Hellstern最后总结道。



































获取更多评论