深钻领域的颠覆性技术 可满足深钻工艺的最高要求
TBT: 带可转位刀片的单边钻头成为新趋势
对于使用单边钻头的深钻工艺而言,不管是用于钻孔还是扩孔,使用可转位刀具已经成为一种新的趋势。 相比焊接刀具,可转位刀具的优点众多,尤其是钻孔的质量和效率更佳。
在钻起始深度为20 x D的孔洞时,单边钻头相对于其他钻孔刀具而言具有明显的优势。 其偏移量更小,表面质量更优。 这正是此类刀具常用于钻孔深度更深、但对质量要求更高的钻孔应用的重要原因。 专业人员称之为“精密钻孔”。 如果使用带有可转位刀片的单边钻头,则钻孔质量可以进一步得到提升。 这种应用方法尚不多见,因为可转位刀片在深钻工艺中的应用并未像在诸如铣切、车削或者短孔钻孔等工艺中一样常见。
ELB扩孔刀具 对于单边扩孔刀具而言,可转位刀片也可以提高钻孔质量以及工艺的安全性。TBT根据客户需求制造扩孔刀具

TBT深钻技术公司的刀具专家Thomas Bruchhaus博士深信可转位刀具在深钻领域的优势
“使用可转位刀片的单边钻头不仅具有性能优势,还具有质量优势”,位于代廷根/埃尔姆斯的TBT深钻技术公司的Thomas Bruchhaus博士如是说道。 “如果对于用户而言,上述两个方面的任何一个方面具有重要意义,我们就会建议其使用带可转位刀片的单边钻头。 这种应用方法会越来越普遍,因为切削行业的成本压力和对工艺质量的要求变得越来越高。”
对于成型制造或者汽车工业的冷钻孔或者润滑钻孔工艺而言,钻孔质量的重要性排在缩短加工时间之后,而诸如塑料行业等应用则非常注重工件表面的平滑度。 而带可转位刀片的单边钻头则可以以非常优异的性能同时满足这两种要求。

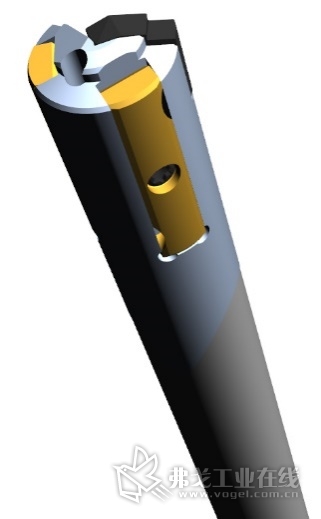
WP-ELB 10系列的不同型号 TBT提供直径为12至28 mm的可转位单边钻孔刀具。 我们也针对十字孔提供刀头较长的刀具型号
作为深钻领域的成套工具供应商,代廷根的专家们在过去的几年中不断推出新型刀具产品组合。 我们目前针对钻孔工艺提供直径在12mm以上的带可转位刀片的单边钻头。 对于直径更小的应用,因为缺少夹紧可转位刀片和导向杆的空间,因此钻孔工作仍是仅可以通过焊接刀头来完成。 使用单边钻头进行扩孔是一种较为少见的加工类型,TBT一直以来始终根据客户要求制造这类工艺所需的刀具。
“与此同时,我们与客户在分包加工过程中对带有可转位刀片和焊接刀头的单边钻头进行了大量的比较。 可转位钻头的进给量始终较高,有时可高出焊接钻头2至3倍,且钻孔的表面质量更佳”,Bruchhaus继续说道。 不仅刀头、导向杆也有助于提高钻孔的质量,因为导向杆和开孔会发生最终的接触。 导向杆也由带涂层的硬质金属制成,并能确保开孔壁更佳平整。 此外,也可以通过垫片对导向杆直径实现百分之一量级的精细调节。
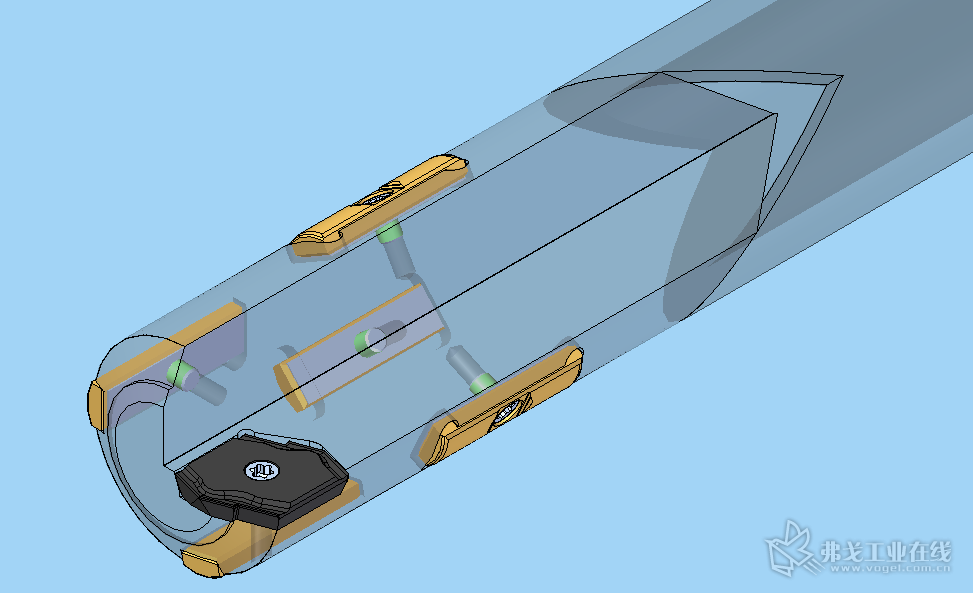
WP-ELB 10系列钻孔刀具 TBT的带可转位刀片的单边钻头包含可更换式硬质金属导向杆,以便在开孔过程中对刀具进行导向。 导向杆可以额外提高开孔的平整度,以确保表面质量最佳
可转位刀片提高切割质量的原因: 与焊接刀头不同的是,可转位刀片采用烧结而成的断屑器,该断屑器可以优化碎屑的形成过程。 由于断屑器具有有利的几何形状,因此可以降低切削力。 由此可形成功率余量,并提高进给量,或者在不改变切削效率的情况下允许使用者降低机床功率。 打磨焊接刀具的断屑器非常困难,且成本较高。 在对这一类刀头进行再加工时,必须完全重新打磨断屑器,这将导致断屑器的硬质金属材料流失,且仅可实现少量的精磨循环。
对于扩孔这一特殊情况而言,使用带焊接刀头的单边钻头常常会因为断屑问题而受到限制,其原因在于较低的切削深度。 而使用可转位刀片则完全不同。 有利的断屑器形状即使在较低的切削深度下也可以实现所需的短切屑,这有利于提高钻孔质量和确保工艺安全。 此外,在制造阶梯形开孔时,钻孔和扩孔工艺的组合运用具有较大的优势。 如果机床在较大孔径的钻孔工艺中功率过低,扩孔刀具则可以成为其解决方案。 我们提供的其他产品还包括在一套刀具中结合钻孔和扩孔两种功能的单边钻头。 “对于这一类型的特殊成型工艺而言,可转位刀片始终是首选方案”,这位专家再次强调。
最后,还有一部分“软性”原因: 使用可更换刀头的刀具不需要进行精磨,因此客户的运行成本得以降低,且刀具始终可用。 同时,这也省去了大量的辅助或者装配时间。 在刀头发生磨损时,机床操作人员不需要将整套刀具从机床中取出,而是在机床上即可更换刀头。 此外,精磨会使焊接刀具变短,而这就要求操作者对数控程序进行调整。 相反,在使用可转位刀片时,机床操作人员可以立即继续工作。 最后却同样重要的是,可通过使用不同的硬质金属和几何形状对工艺进行有针对性的调整。而从总体上来看,用户可以使用更少的刀具,从而节省成本。
带可转位刀片的单边钻头的优点
- 提高生产力
- 优异的表面质量
- 操作简便,减少精磨需求
- 可根据工艺需要调整断屑器、硬质金属基层和涂层
- 直径可调节
- 可对横向孔进行扩孔
- 提高断屑质量,特别适用于对工艺要求较高的材料
- 可实施扩孔操作
- 根据开孔数量节省成本



































获取更多评论