轿车曲轴的变革性加工方案
1.高度的加工安全性和机床使用性
对于高效整体磨削2缸、3缸或4缸曲轴,来自德国的磨床生产商——德国埃尔温勇克机器制造有限公司研发了一套经济适用的JUCENTER 6L磨床方案。在一台机床上,通过两次装夹和使用一套砂轮组可以磨削全部主轴颈,同时借助另外两个磨削主轴对径向不同的连杆轴颈进行加工。
取代单独的传统外圆磨削和随动磨削磨床的串联加工,新的JUCENTER 6L将两次单独的装夹过程融合到一台机床上进行,节省了机床占地面积和成本。
如图1、图2所示,两个完全独立工作的磨削工位被安置在一个共同的机床床身上。在左边的第一工位上进行第一次工件装夹。借助CBN砂轮组,在X轴方向移动的磨削主轴颈;使用多砂轮切入式方法并且借助在线测量配合对所有主轴颈同时进行磨削。

图1 全新的JUCENTER 6L机床可以把磨削轿车4缸曲轴或凸轮轴
的节拍时间缩短在60s内,并且在一台机床上完成整体加工过程
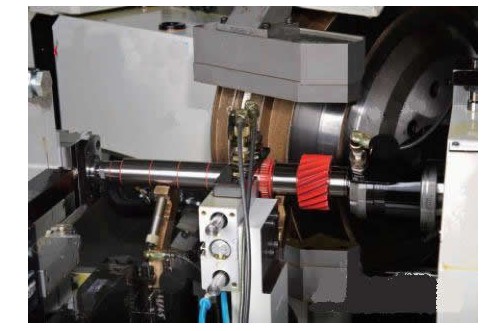
图2 JUCENTER 6L机床两个独立的砂轮架,
借助在线测量成对磨削每对交叉的连杆轴颈
在第一工位工作的同时,右边的第二工位进行第二次工件装夹,通过依次安装的两个磨削主轴单元对不同径向的所有连杆轴颈进行同时磨削。
为了磨削两个相邻连杆轴颈,安装在两个紧凑构造的砂轮架上的CBN砂轮,一个位于砂轮架的左侧,一个位于砂轮架的右侧。这两个用于高精度随动磨削的砂轮架一起在Z方向进给,成对磨削所有径向交叉的连杆轴颈,达到最终质量要求。
2.借助成对磨削径向交叉的连杆轴颈可以将加工时间缩短一半
相对于传统的连杆磨床,其必须对4个单个连杆轴颈分别依次磨削;JUCENTER 6L成对磨削连杆轴颈将加工时间缩短了一半,极大地降低了项目所需的整机数量。
3.成套磨削主轴颈
这套全新的机床方案同样在外圆加工上具有优势。成套切入磨削为一次切入,完成所有工件主轴颈外圆的加工。JUCENTER 6L机床上双工位具有相同的加工节拍时间,磨削连杆轴颈的第二工位决定节拍。在第一工位上因此而调整切入磨削的磨削参数,所以不会产生等待时间。
这还远远不是全部。跟以往常用的两台单独机床依次串联加工不同,通过在JUCENTER 6L机床上安装一个内置的上下料机械手(龙门架)同样将辅助时间降低到最少。在机床左侧存料架上的毛坯件通过机械手的夹爪传送到第一工位,更换掉原先已经在此磨削过主轴颈的曲轴。然后机械手将待完成的工件送到第二工位,更换掉已经完成整体磨削的曲轴。从第二工位上出来的成品工件随后被上下料机械手送到机床右侧的存料架上并且按次序进行排列。



































获取更多评论