新能源车变速箱轴承座安装孔的加工中,哪种方式更合适?
在新能源变速箱中最重要的一个零部件就是轴承座安装孔,这个孔的加工难点可以用三个“高”来表示。
第一:孔径的公差要求非常高,一般是在IT6级。
第二:孔的形位公差要求特别高,特别是指孔的圆度圆柱度。
第三:孔的粗糙度要求非常高,一般都会要求在Ra0.8以内。
此外,有些孔底有清根要求。对刀具的要求第一高效,第二高精度,第三高稳定地加工。

对于精度如此之高的轴承孔的精加工,我们一般会采用以下三种加工方式:
第一种用精镗刀加工,精镗刀的优点是刀具成本比较低,刀具的尺寸也可调,但是它的缺点就是加工效率比较低,因为它是一个单刃切削刀具,而且对于一些形位公差比较高的场合来讲,因为镗刀是单刃切削,没有支撑,所以它的圆度或圆柱度会略逊于铰刀的加工。

第二种加工方式,就是导条铰刀,它的优点也是刀具尺寸可以调,这样可以非常好的保证刀具的孔径公差,并且它是有导条作为支撑,所以说孔的形位公差也能非常好的保证。它的缺点就是刀具的制造成本比较高,交货期比较长。
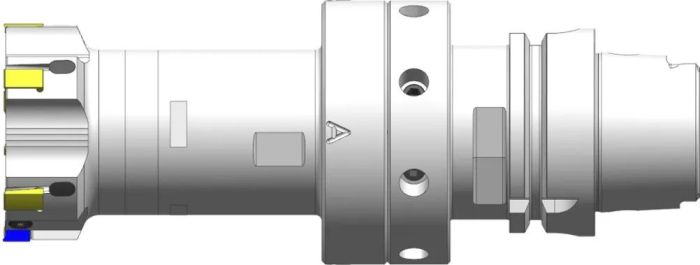
第三种加工方法就是焊接式的PCD铰刀,它的优点就是形位公差和孔径可以非常好的来保证,而且它是一个多刃切削加工效率也非常高,但是它的风险就是因为这是一个焊接刀具,或者说定尺寸的刀具,直径不可调整,根据工状不同有缩孔的情况,并且这种刀具的使用成本会比较高。



现在肯纳还可以提供一系列的PCD的标准产品,如PCD的钻头、铰刀以及铣刀,可以大大缩短客户的交货周期。
以上三种方式,哪种更适合您的加工要求呢?
热点文章
-

SW:深耕本土化战略,打造核心竞争力
2024-04-23
-

巴尔查斯:为进化而生,为高效而来
2024-04-24
-
Mikron Tool宣布发布第三版数字刀具目录
2024-04-18
-
-
复合加工哪家强?且看CCMT2024机床厂商大比拼!
2024-04-22
-
EuroBLECH 2024: 生产力的力量
2024-04-17
-

烟台博森:在与主机的配套中立志技术先行
2024-04-19
-

巴尔查斯:为进化而生,为高效而来
在CCMT2024展会上,巴尔查斯以传奇涂层进化的实力,充分展示了其突破多种金属加工极限的能力,着重推出了一款创新产品,叫做BALINIT ALCRONA EVO,在原来通用涂层的全新升级,比前代涂层更具生产力,在高速干湿切削加工中取得了卓越的成效,其增强的涂层性能可将刀具使用寿命延长30%。
作者:
-
SW:深耕本土化战略,打造核心竞争力
-
金加论坛:王旭,中国机床工具工业协会副会长
-
金加论坛:周骁,瀚柏格夹具系统技术(上海)有限公司齿轮行业经理
-
金加论坛:袁佳,万基万(上海)精密刀具有限公司技术负责人
-
金加论坛:张为民 同济大学机械与能源工程学院现代制造技术研究所所长







评论
加载更多