泰珂洛管板加工解决方案
行业解决方案之管板
热交换器
热交换器有许多管子穿过一个密封的外壳,通过用具有不同热能的流体覆盖管子,热能在管子中的流体和外壳中的流体之间交换。

管板的主要工艺是钻孔,这是因为有大量的孔。提高钻孔工艺效率是提高生产率的关键之一。泰珂洛提供了一系列刀具和解决方案来提高管板生产效率。
泰珂洛刀具加工方案的理念
·“大切深”和“大进给”结合的方式实现高效粗车加工;
·高效和高精度的深孔钻削加工解决方案;
·通过铣削加工内孔槽能够实现工艺集成;
·高经济性和高效的倒角加工解决方案;
主要工序
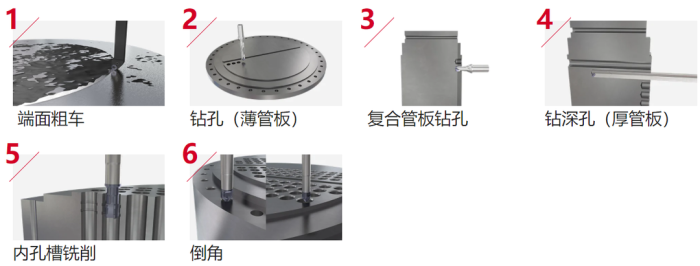
工序解析
工序1:端面粗车
粗车端面_TurnTenFeed

· 通过大切深车削方式去除锻造表皮。通过减少加工路径及材料加工硬化并延长刀具寿命;
· 去除锻造表皮加工之后,采用大进给车削方式减少加工时间;
· 相同的刀片可以分别安装在用于大切深和大进给的刀杆上;
· 10刀尖刀片的高经济解决方案;
· 根据加工需要选择两种类型的刀杆;
· AH8015材质适用于难切削材料;
工序2:钻孔(薄管板)
薄板钻孔_DrillMeister

DMC钻尖
· 高精度钻孔加工用DMC钻尖保证较高的孔位置精度和孔直线度;
· DMC钻尖即使在12XD倍径钻孔加工中也无需钻预钻孔,从而缩短加工时间;
· 创新的自锁紧几何形状适用于顺畅的钻孔加工并保证精确的孔公差;
· 双刃带设计保证出色的表面精度和孔直线度;
工序3:复合材料钻孔加工
复合材料钻孔_DrilMeister

DMC钻尖
· 首选通过使用高刚性的1.5XD 或3XD钻头去除复合材料层,然后使用长钻头加大孔深。通过使用这种加工方式,在加工复合材料等难加工材料时稳定性和刀具寿命大幅提高;
· 创新的自锁紧几何结构用于顺畅的钻孔并保证精确的孔公差;
· 双刃带设计可获得出色的表面精度和孔直线度;
工序4:钻深孔(厚管板)
厚板钻孔_DeepTriDrill

· 采用可换刀片式枪钻,DeepTri-Drill用于超过12XD孔深的深孔加工;
· 枪钻钻孔是获得最高直线度和孔位置度的钻孔方式;
· 通过防止孔错位和孔弯曲(这是加工厚管板存在的问题),提高管板的质量;
· 刀片的分屑刃产生小切屑改善排屑效果;
工序5:内孔槽铣削
铣内孔槽_TungMeister

· 用于管板加工的非标钻尖可以一刀完成两个槽的加工;
· 减少加工工序可缩短加工时间;
· 无需修磨刀具管理简单;
· 为加工任务选择最适合的刀具长度;
工序6:倒角
倒角A_TungMeister
倒角B_TungMeister

VCP和VCA铣刀头
· Z-轴方向进给倒角,推荐使用高经济性的VCP刀头;
· 通过铣削方式倒角,推荐使用高密齿VCA刀头;
· 无需修磨刀具管理简单;
· TungMeister阵容丰富的刀头和刀杆组合允许灵活组合,并且为了获得最高的刚性可以为加工任务选择最适合的刀具长度;
文章来源:泰珂洛刀具
图片来源:泰珂洛刀具
转载平台:微信公众号
责任编辑:朱晓裔
审 核 人:李峥
热点文章
-
西门子全场景数字化解决方案,驱动机床行业加速迈向可持续发展未来
2024-04-08
-
北京发那科荣获MM AWARD创新产品双奖
2024-04-11
-

【CCMT 2024】迪恩机床重磅亮相!展出高端机型及自动化解决方案
2024-04-08
-

REIME NORIS于CCMT展示创新螺纹加工解决方案
2024-04-15
-

2024 CCMT现场直击 | 精密机床加工,库卡伴您共绘数字未来
2024-04-08
-
CCMT2024,中国最大的机床工具展览会盛大开幕!
2024-04-08
-

CCMT2024 | 马扎克展台盛况速递,体验多维度的数字化智造解决方案
2024-04-09








评论
加载更多