微细形状测量系统 UMAP Vision System

微细形状测量系统UMAP Vision System
为了实现小型化、高密度化生产,近年来微细加工技术水平不断提升。与其随之,作为品质保证中重要一环,即在测量技术的应用中对于微细形状的测量需求也不断应运而生。
微细形状工件不仅仅局限于平面尺寸的测量,更多的是着重于立体形状的评价。一般工件的立体形状的评价大多会使用三坐标测量机,而数毫米以下的微细形状工件则只能使用不受测头大小限制的非接触式影像测量机。但是,非接触式影像测量机虽然对于平面尺寸的测量具有较大优势,却不能实现侧面等立体形状的评价,在此时对于选择怎样的测量设备,成为大家困扰的问题。
Mitutoyo UMAP Vision System就是针对微细形状工件测量量身定制的一款测量机型。它可以在一台测量设备上实现通过影像的非接触测量,和使用微细测头进行接触式测量的自由切换,从而解决一直以来对于微细形状工件、立体形状尺寸以及几何公差的测量。
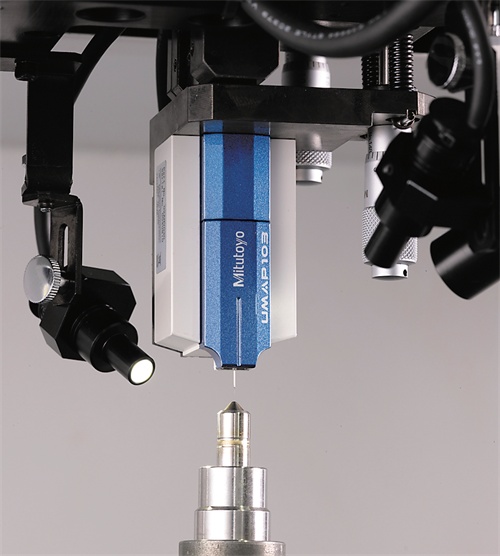
UMAP(Ultrasonic Micro and Accurate Probe)是指采用独立传感技术的低测力测头。它具有如下优点:可使用最小ø15 μm的测针、对应微细形状的接触式测量;它拥有最小1 μN的超低测量力,即使是易变形工件的测量也可轻松应对;其测针直径从ø15~ø300 μm共5个种类;可进行工件的轮廓形状与设计值数据的轮廓比对评价。
如果在微小振幅下,测针接触工件,测针的振动随着工件的束缚、振动的振幅逐渐减小,当振幅减少到一定值时将会触发信号。因此,没有检测的方向性,也就是说所有方向都可以检测信号。此外,还具有较高的重复精度。
微细形状工件的测量部分通常都存在目视困难的情况,因此可先使用影像测量模式定位后,再切换UMAP模式进行测量。模式的切换可通过软件进行,并可通过程序进行自动测量。
UMAP Vision System可通过多点连续测量评价轮廓形状。因此,对于精密微细模具、微细加工压铸品、微细树脂成型品、EDM电极等各领域的微细尺寸测量、形状评价,均可以提供合适的解决方案,在这里将列举三个实例。
例如,对于燃油喷嘴圆柱形状的测量,微细圆柱孔的断面形状会产生左右燃料的喷雾状态,因此需要通过接触式对其孔内部进行测量;对于小型镜筒(树脂成型品)的测量,无需担心由于测量力导致的变形,可对包括同轴度在内的几何公差进行评价;对于微小齿轮的测量,可指定深度的齿形、齿纹的评价,通过接触式测量完成。
伴随各类产品的微小化、高精度化,对于微细形状的测量需求将不断提升。今后,三丰公司将顺应市场对测量技术的需求,不断致力于扩充开发新技术产品。



































获取更多评论