Diebold JetSleeve™2.0刀柄有效解决深腔加工排屑不畅问题
客户简介
Joma Polytec在全球拥有480名员工,年营业额9700万欧元。是高质量注塑塑料零件,液压机械真空泵和液压泵以及挤 出型材的制造商,生产由高温塑料制成的高性能部件,如Peek, PA, POM, ABS, TPE 到 TPU。

问题与需求
加工中产生的铁屑无法顺利清除,使产品表面光洁度无法达到Rz 0,1 µm,需要多次切削。
所产生的铁屑对刀具有巨大损耗,影响注射模具生产的交付时间,需要具有更快循环的运行时间来解决该问题。
需要轻柔地加工工具钢,并达到62 HRC,因此急需高精密切削方案。
————Joma Polytec模具工程师经理Thomas Kohler
方案制定
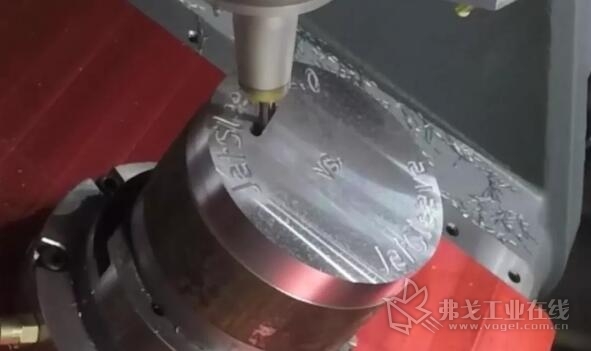
根据客户所遇到的问题,Diebold技术工程师为客户推荐了Diebold Goldring系列JetSleeve™2.0刀柄,JetSleeve™2.0刀柄是2015年由Diebold工程师成功研发,通过14个微小喷嘴将高压冷却液、空气或油气混合物(MQL)直接喷射到刀具顶端或切削刃上,即使在很难抵达的深腔,切屑也会被立即从加工区域吹离,不会溢出,切屑不会缠绕刀具,刀具不会断裂。刀具寿命可延长100%-300%。
喷射金环的材质与刀柄材质相同,热缩时无需取下,使用方便!

客户体验反馈
“我们现在用JetSleeve™2.0刀柄,转速高达36,000转。由于持续良好的冷却,可以防止热冲击,从而防止了整质合金刀具上的微裂纹。”
“大大节省了时间成本,热缩只需要3至5秒,加热温度仅为350至400°C,热缩刀柄可以保持更高的同心度。”
“同时大大减少了模具加工中的侵蚀,可以获得预期的表面质量(Rz 0,1 µm)。对我们来说,一步到位的切削非常重要,这使得我们的机床能够整夜运行。”
---------- Joma Polytec模具加工副主管 Robert Wagner
目前, Joma Polytec的96台加工中心中已有60台使用了Diebold Goldring系列刀柄加工系统。



































获取更多评论