华菱超硬CBN刀具比硬质合金刀具与陶瓷刀具优势分析
所谓的硬钢就是含碳量较高,硬度较大,但较脆的钢。主要包括淬硬钢,铸造钢等硬材料钢件。主要用于汽车,电力设备,模具制造、轴承、矿山机械等行业,譬如淬硬钢齿轮、轴承,渗碳钢齿轮轴以及一些耐磨钢、耐热钢等。随着现代制造业的迅速发展,越来越多的硬钢出现在加工现场,由于硬度高,脆性大,特别在遇到淬硬钢的断续切削、粗加工、高速切削或超精加工时,一直找不到好的刀具材料切削硬钢,直到华菱超硬推出BN-S20等多种非金属粘合剂CBN刀具牌号,使切削硬钢不再是难题。
我国华菱超硬是一家集立方氮化硼刀具科研,制造,销售于一体的中国民族品牌刀具企业,其刀具方案可全方位、高效的完成硬材料加工行业领域的各种零部件的车削、铣削等一系列加工。目前被广泛应用于高硬度材料,热处理后的高硬度工件,和其他难切削材料的零件领域。华菱超硬作为超硬刀具国产化先驱,是硬材料加工和高速加工中最知名的刀具品牌。
以下就根据硬钢种类介绍一下如何选择刀具材料切削硬钢。
一、加工铸造钢的刀具材料及加工案例
(1)加工铸造钢件的刀具材料的选择
近年来,我国在铸造钢件生产方面的发展和进步是举世瞩目的,但我国生产的大型铸钢件占大比例,譬如高锰钢、高铬钢、高钒高速钢、高碳合金钢等,主要用于矿山机械、电力机械、冶金轧辊等行业,要求铸钢件硬度高,耐磨耐热性好,抗冲击性能好,所以加工铸钢件时要确保选择正确的刀具材料,只有选择正确的刀具材料,才能更快更好的提高加工效率。
选择硬质合金刀具YG,YW等牌号加工铸钢件,虽然硬质合金刀具抗冲击好,但红硬性太低,加工铸钢件常出现不耐磨的现象,尤其是大型铸钢件,加工不到头就要换刀、磨刀,影响加工效率。如果是单件偶尔加工铸钢件时,选择硬质合金刀具较经济,对于大型铸钢件或者大批量加工铸钢件,选择能承受切削高温,且抗冲击性优异的刀具材料是实现高效率加工的前提,BN-S20牌号是主要针对硬钢研发的整体聚晶 CBN刀具,采用非金属(陶瓷)作为粘合剂,增加了刀片的韧性,吃刀深度可达到7.5mm以上,粗加工和精加工均可,主要适用于大批量生产和大型铸钢件的切削加工。铸钢件的硬度越高BN-S20牌号的性能发挥的越好。
下面就简单介绍一下华菱BN-S20牌号加工高锰钢(抗磨铸钢)的案例及切削参数。

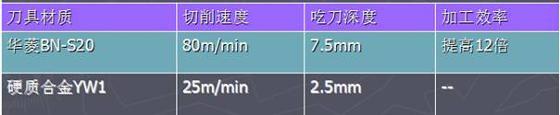
(2)以华菱超硬BN-S20牌号加工高锰钢圆锥破碎机为例(如图):
工件材料为ZGMn13,
刀具材料:BN-S20,
切削刀量:ap=7.5mm;
Fr=0.3mm/r;
Vc=80m/min,
切削方式:干式切削。
加工效果:华菱超硬CBN刀具BN-S20牌号与硬质合金刀具YW1对比,在华菱超硬CBN刀具BN-S20的切削速度是硬质合金刀具YW1的两倍,吃刀深度是硬质合金刀具的两倍的情况下,华菱超硬CBN刀具BN-S20牌号的加工效率提高了12 倍,即提高了加工效率,又降低了刀具费用和加工成本。
华菱超硬CBN刀具BN-S20牌号加工高锰钢的切削参数:粗车时,取ap =6~10 mm;走刀量Fr=0.25-0.8mm/r;切削速度v=85m/min;半精车时ap =1~3 mm;f=0.2~0.4 mm/r;精车时ap≤1 mm;f≤0.2mm/r;切削线速度v=135m/min ,刀具耐用度:3小时/刃口!刀片能旋8次-12次使用,一个刀片可用三个班,可见BN-S20牌号CBN刀具使用成本与其他刀具牌号比较有很大的优势。
二、加工淬硬钢时刀具材料的选择及加工案例
(1)加工淬硬钢的刀具材料的选择
淬硬钢一般都是高碳钢或者是高合金钢,经过淬火、渗碳,氮化等热处理硬度较高的钢件,淬硬钢的种类很多,应用领域也很广泛,主要包括渗碳钢,轴承钢,工具钢等,淬硬钢经过热处理之后硬度一般在HRC45以上,尤其在粗加工淬硬钢或间断切削、切槽加工时,由于切削余量大,必须选用具有较高强度和耐冲击性的刀具。所以选择正确的刀具材料是保证高效率加工淬硬钢的决定因素。根据淬硬钢的切削特点,刀具材料应具备足够的强度、韧性、高硬度和高耐磨性。目前,加工淬硬钢的刀具材料有硬质合金刀具,陶瓷刀具和立方氮化硼刀具。以下就根据这三种刀具对淬硬钢加工进行分析。
(1)硬质合金刀具加工淬硬钢:由于硬质合金刀体本身的硬度在HRC71-HRC76之间,对于HRC45以上的淬硬钢件加工时硬质合金刀片容易烧刀造成磨损快且加工效率低,如果加工单件或少量的淬硬钢件,在即能达到客户要求又不影响整体经济效益的情况下可以选择合适的硬质合金刀具加工,如YG类。
(2)陶瓷刀具加工淬硬钢:陶瓷刀具刀体硬度在HRC95-HRC100之间,适合加工HRC45-HRC55之间的淬硬钢,但由于陶瓷刀具脆性大,所以一直限制于精加工工序,并且尽可能的避免断续切削。
(3)华菱超硬整体聚晶CBN刀具BN-S20牌号加工淬硬钢:我国华菱超硬是专业生产立方氮化硼刀具等超硬材料制品的高新技术公司,是难加工材料行业最知名的刀具品牌之一,产品在加工硬材料领域取得业界一致认可,产品范围主要是车刀,铣刀和数控刀片等系列,广泛应用于交通设备,电力设备,机床制造、轴承、冶金轧辊、模具、矿山机械、航空航天等行业,华菱超硬具备提供CBN刀具完整解决方案的能力,拥有众多被客户所信赖的刀具牌号。
华菱超硬CBN刀具BN-S20牌号属于非金属粘合剂,和传统的CBN刀具相比增加了韧性,其硬度高于硬质合金刀具和陶瓷刀具,并且具有良好的耐磨性和抗冲击性。主要用于粗加工淬硬钢,也可以用于精加工,但用于精加工中不能很好的体现出它的价值,所以针对淬硬钢精加工工序华菱超硬有专门的CBN刀具BN-H10牌号和BN-H20牌号,这两种刀具牌号的共同点在于都属于焊接式CBN刀具,吃刀深度一般在0.3mm以下,不同点是华菱CBN刀具BN-H10牌号适合连续切削,BN-H20牌号适合断续切削。以下是华菱超硬CBN刀具粗,精加工淬硬钢的切削参数表。
华菱超硬CBN刀具粗,精加工淬硬钢的切削参数
加工材质推荐切削参数及CBN刀具牌号
切削速度
Vc(m/min)吃到深度
ap(mm)进给量
Fr(mm/r)常用的CBN刀具牌号
淬硬钢
(硬度≥HRC45)35-90(粗加工)1-100.1-0.7BN-S20
60-200(精加工)≤0.50.05-0.35BN-S20,BN-H20和BN-H10

(2)以华菱超硬CBN刀具BN-S20牌号粗加工齿轮钢为例(如下图):
大型齿轮(齿圈)渗碳淬火后变形严重,齿轮外圆变形量高达2mm,淬火后的硬度为HRC60-HRC65。
加工材料:大齿轮(硬度60HRC)
加工工况:车外圆(加工余量大,而且是断续切削)
刀具:BN-S20
切削参数:ap=2.5mm
Fr=0.12mm/r
Vc=90m/min
切削状态:断续切削,干式切削。

加工效果:在华菱超硬CBN刀具BN-S20牌号的切削速度是陶瓷刀片的一倍的情况下,刀具寿命是陶瓷刀片的十五倍,并且BN-S20牌号加工淬硬钢满足了工件表面粗糙度的要求,最难能可贵的是华菱超硬的CBN刀具最终失效形式并不是让人担心的崩刃,而是正常的后刀面磨损。
(3)华菱超硬CBN刀具BN-H10牌号和BN-H20牌号精加工淬硬钢的切削参数。
①华菱超硬CBN刀具BN-H10牌号连续切削的切削参数:线速度Vc=120-230m/min;进给量fn=0.06-0.25mm/r;背吃刀量ap≤0.3mm。华菱超硬CBN刀具BN-H10牌号可作订做非标镗刀,切槽刀等成型内孔车刀,外圆车刀等。
②华菱超硬CBN刀具BN-H20牌号断续切削的切削参数:经济切削线速度Vc=100-180m/min,fn=0.07-0.15mm/r。华菱超硬CBN刀具BN-H20牌号也可定制非标成型切槽刀,精车,精镗,精铣刀片及螺纹刀片等。
三、总结
近年来,随着机械制造业的快速发展,各种机械行业都在寻找能实现高效率,低成本的切削刀具材料,这对我国刀具产业的发展是一个很大的机遇,为了尽快实现机床刀具国产化,只有不断研发出新型的在实现高速切削的同时耐磨性和抗冲击性能优异的刀具材料或刀具牌号,才能打破国外在高速切削难加工材料领域的垄断局面,进一步推动我国机械制造业的发展。



































获取更多评论