兼顾高效率和高性能的加工利器『双面赛豹』
1.前言
随着加工机床以及数控设备的发展,设备的绝对精度得到了质的提升,从而得以实现高精度高品质的高效率切削加工。通过灵活运用加工设备、软件和周边仪器,结合使用可提高加工效率、缩短加工时间的多功能刀具,开发可以缩减工序的全新加工方法和工具,让人们从多方面不断地向着生产力的提高迈进。
在本文中,黛杰将向大家介绍在粗加工到半精加工中,为了提高生产能力,让高效率高精度方肩铣削成为可能的全新刀具【双面赛豹(EXSAP·MSX)】的特点和加工案例。

2.双面赛豹的特点
(1)高效率
双面赛豹是实现轴向切深最大15mm的机夹式方肩铣刀。(图1)通过高刚性,低抵抗的设计,不论侧壁还是平面,包括沟槽、倾斜、螺旋加工皆可胜任,适用范围极其广泛。
![]()
![]()
图1 双面赛豹EXSAP/MSX
(2)高精度・长寿命
刀片为两面共可使用4个刃口的设计,高精度的研磨级刃口不仅可以进行粗加工,在半精加工领域也表现卓越。
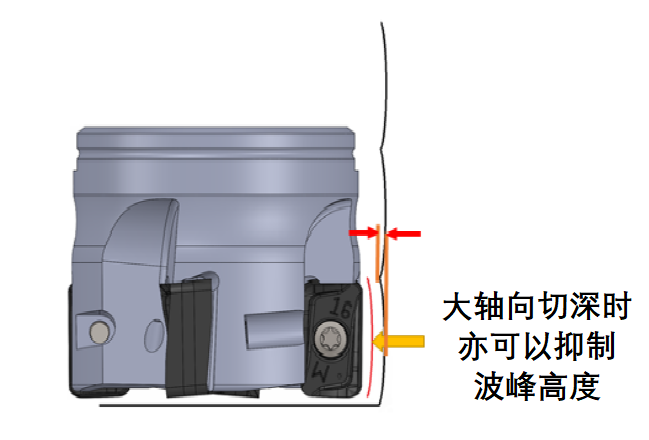
图2 大圆弧状的外周切削刃轨迹
另外,如(图2)所示,刀片的外周刃轨迹为大圆弧状,即使轴向切深大,也可以有效抑制波峰波谷,实现了侧壁垂直度仅有6μm的高精度加工。
刀片材质有耐崩性和耐磨性兼顾的【JC8050】,以及不论是一般钢材还是预硬钢,亦或是HRC50度的淬火钢,都有着优异表现的新材质【JC8118】。
(3)高刚性
刀具的刀体,采用了拥有超高耐热变形性能的高刚性G-Body材质,HRC65以上的表面硬度和优异的抗切屑粘附性能,使它在严苛的加工条件下,亦能实现稳定的切削性能。
刀片后刀面采用负角刃形的设计,不仅可以提高刃口强度,也可以让刀片和刀体紧密契合,防止由于切削阻力影响而导致的刀片窜动(图3)。
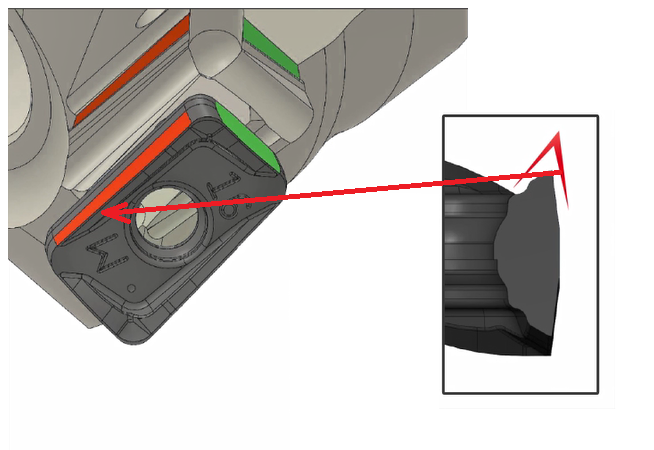
图3 负角形后刀面与刀体的牢固契合
3.双面赛豹的切削性能
(1)切削性能测评
以下介绍一下双面赛豹的实际切削性能。
(1-1)粗加工的寿命测评
以下为加工预硬钢(HRC35)的寿命测评,使用的刀具和参数如下:
刀体型号:EXSAP-5050R-22、φ50-5N
刀片型号:ZNGU170908ZER-PM (材质JC8118)
切削速度Vc=150m/min,每刃进给fz=0.3mm/t,轴向切深ap=15mm,径向步距ae=3mm,顺逆连续铣削,风冷。
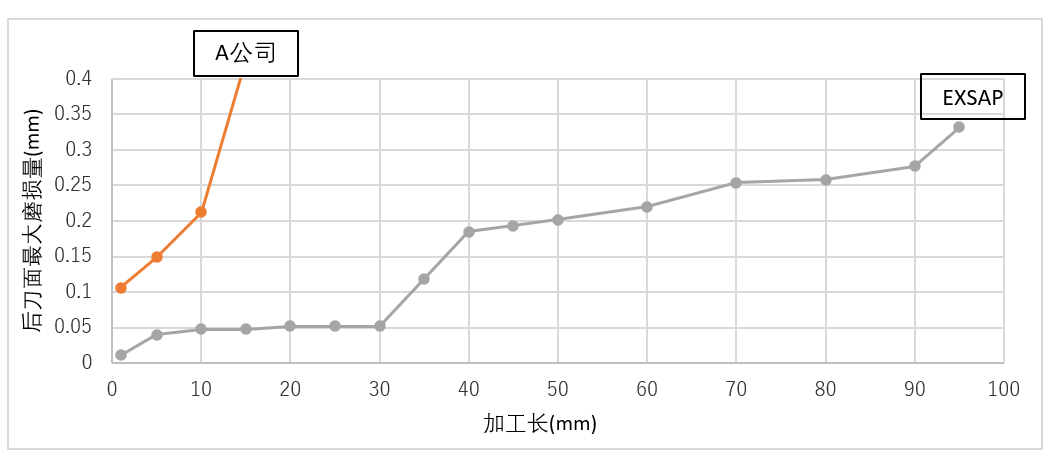
图4 粗加工P20材料的寿命结果
双面赛豹在大切深粗加工中,切削阻力低,实现加工了100m的长寿命加工。(图4)为刀片的磨损情况。(图5)为A公司产品,在刚开始加工时就出现了边界磨损;而双面赛豹为正常的后刀面磨损,实现了高效率的稳定加工。
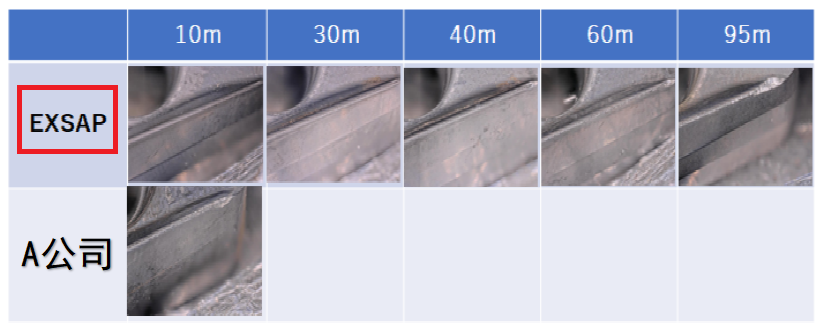
图5 刀片磨损状况
(1-2)侧壁精加工的测评
下面在预硬钢(HRC35)上进行侧壁精加工的性能测试,使用刀具和加工参数如:
刀具型号:MSX-2025-M12、φ25-2N
刀片型号:ZNGU170908ZER-PM (材质JC8050)
切削速度Vc=250m/min,每刃进给fz=0.15mm/t,轴向切深ap=3mm,径向步距ae=0.2mm,顺铣,风冷。
在侧壁的精加工中,实现了垂直度6μm以下,且进给方向Ra0.47μm的高精度加工(图6)。
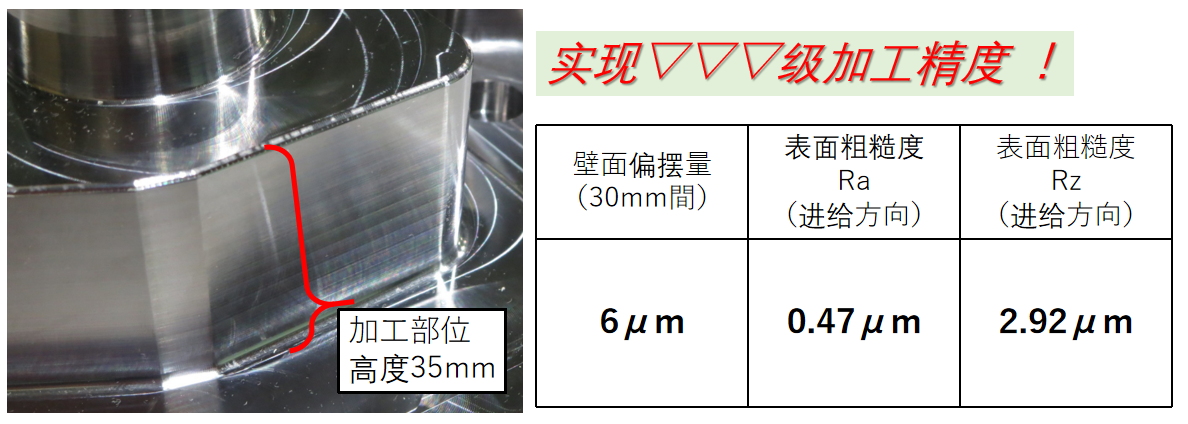
图6 P20材料的立壁侧面精加工结果
(2)高效率加工案例
下面介绍一下使用双面赛豹,在加工机械零件时,实现高效率的同时,减少了加工工序的实际加工案例。加工材料为铸铁,使用刀具为:
刀具型号:EXSAP-5050R-22、φ50-5N
刀片型号:ZNGU170908ZER-PM (材质JC8118)。
由于双面赛豹刀片的切削阻力很低,所以在粗加工中可以通过提高加工参数,实现是其他公司同类产品的2.6倍的加工效率(图7)。
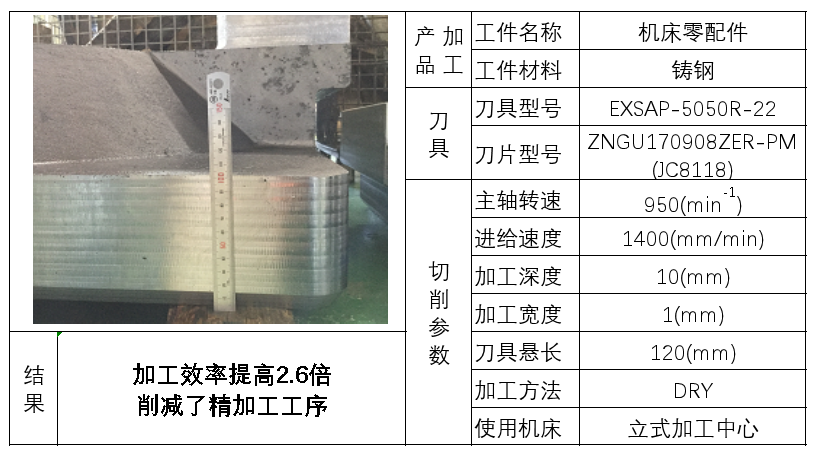
图7 高效率加工实例
另外,加工后的精度和表面粗糙度优良,无需再进行精加工,从而减少了加工工序。实现了通过减少刀具种类达到降低成本、保护环境的效果。
4.结语
本文中,向大家介绍了从高效率粗加工到高精度精加工都可以胜任的双面赛豹。希望可以成为您提高生产效率的有利参考。
今后,黛杰仍将会竭尽全力地提供更多的新产品开发和创新新技术的推广,为改善制造技术做出贡献。



































获取更多评论