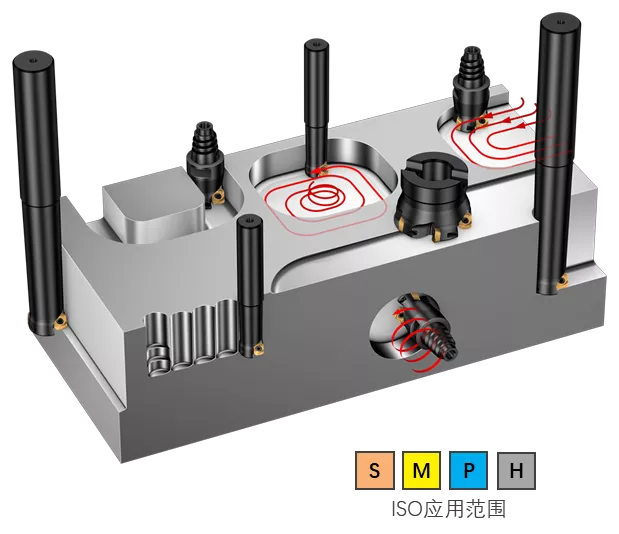
CoroPak21.2新品—CoroMill® MH20 新一代高进给铣刀
CoroMill® MH20是山特维克可乐满新推出的全新一代高进给铣刀,主偏角15°,主要为型腔加工应用而设计,具有针对ISO S、M和P材料而优化的先进刀片槽型。MH20强大的坡走能力,使其成为难加工材料高进给铣削工序的最佳选择。MH20的轻快切削作用确保更低功率消耗,因此可以使用更小的机床。

MH20刀杆设计
· 正轴向前角设计确保轻快无振动切削。
· 负径向前角设计使得主切削刃实现渐入式切入以优化切削负荷。
· 内冷却通道及开放式容屑空间设计,确保最佳排屑和高生产率。
· 新型的刀具材料,具有更高的抗疲劳及抗变形能力,可确保更长的刀具寿命和可靠的加工,并减少零件报废。
本次推出的第一批产品直径范围从16mm到32mm(以及相应的英制规格),结构上包括圆柱直柄、可换头式EH螺纹接口形式,后期还将推出更大直径的芯轴式结构。
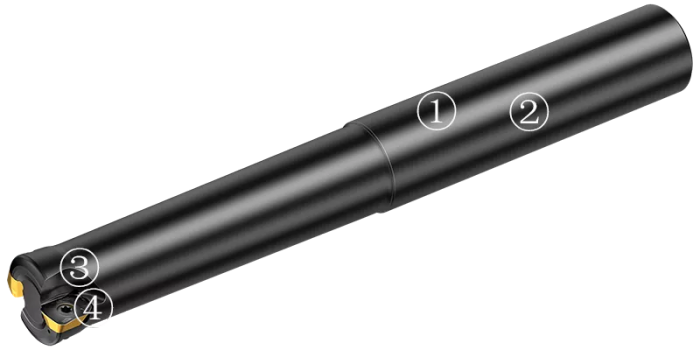
1.一种新型刀体材料,具有更高的抗疲劳和抗变形能力,可确保更长的刀具寿命。
2.圆柱直柄,可根据实际工况截短以优化刀具悬伸提高加工的稳定性。
3.采用内冷设计,可在ISOS应用中实现最佳排屑和高生产率。
4.开放式容屑空间,针对高进给刀具产生的切屑进行了优化。
MH20刀片设计
· 矩形单面双刃正前角刀片具有坚固的曲线式切削刃,并具有增强的刀尖半径,可确保在型腔加工时对台肩和圆角进行安全可靠的加工。
· 倾斜式切削刃可逐渐切入工件,确保在切削区切削负载逐渐地增加并改善切屑形成
· 正前角与轻快切削槽型相结合,确保在长悬伸时实现无振动加工
· 锋利的槽型与高刃线安全性相结合,可产生更低切削力并减少机床的负载
· 经过优化的槽型适用于不同的ISO材料组
· 周边磨制刀片在ISO S和ISO M应用中具有更高的性能
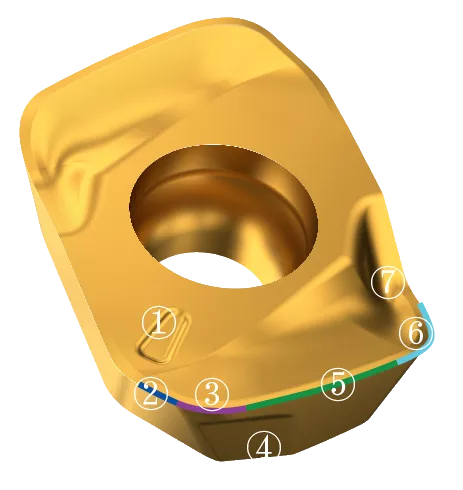
1.采用显眼的标记来区分槽型。
2.坡走铣刃口经过优化,具有更高的坡走铣能力和良好的排屑性能。
3.主切削刃与坡走铣刃之间通过圆弧连接。充当修光刃,提供更好的表面质量。
4.稳定的轴向支撑,在插铣时尤其有用。
5.曲线式主切削刃可实现最高的切削刃安全性。
6.带有复合半径的增强刀尖圆角,提高了型腔铣削的安全性。
7.弧形沟槽使切屑流动更顺畅。
刀片有IC06以及IC08两种尺寸,分别可实现0.8mm和1.3mm 的最大切深。IC06刀片坡走角度为3.6°–10.1°,IC08刀片坡走角度为1.7°–10.7°,结合多种材质和槽型的组合,可充分应对钛合金、不锈钢等难加工材料的各类高要求。刀片槽形特点详述如下:

E-L30
周边磨制槽型
· 优化的槽型,适用于钛合金和奥氏体不锈钢的型腔加工
· 轻快切削
· 更紧的公差确保更好的零件质量和更长的刀片寿命
· 在加工粘性/长切屑材料时调节切屑形成和排屑
· 可预测的渐进磨损特性
M-M20
直接压制槽型
· 通用槽型,适用于所有ISO P材料和所有应用范围,尤其是型腔加工和坡走铣
· 轻快切削
· 良好的刃线安全性和长悬伸时的无故障加工
· 可预测的渐进磨损特性
M-M50
直接压制槽型
· 加工ISO P材料的中等和重载应用的首选
· 可靠的刀尖圆角,实现更高的刀尖安全性
· 稳定应用中实现最高金属去除率
· 刀尖半径处的磨损可控,确保在型腔加工和仿形加工 (ae ≤ 25%) 应用中具有更好的性能
MH20应用领域
这款铣刀拥有强大的坡走能力,因而不仅在高进给型腔铣、拐角加工、坡走铣、螺旋插补铣和满槽铣上表现出色,同时也可用于插铣、方肩铣和面铣。
尤其对于以下行业典型零件的粗加工和半精加工,MH20是高金属去除率和高安全性的首选。
· 航空航天:结构件、起落架、发动机机匣
· 石油与天然气:阀体、盘轴、连接器
· 模具:锻模、模具、冲压工具
MH20对比测试
|
所属行业 |
航空航天 |
|
材料 |
S4.3.Z.AN (Ti6Al4V),HRC 39 |
|
工序 |
下图所示凹腔粗加工 |
|
机床 |
Mori Seiki,VMC,Coromant Capto® C6 |
|
冷却液 |
内冷,30 bar |





































获取更多评论