车削中心螺纹滚压加工工艺应用
当前,外螺纹的加工主要是采用车削方式形成所需要的牙型,但车削存在的问题是,加工出的螺牙强度低,易产生毛刺。
作为一种无屑加工方法,螺纹滚压加工是利用某些材料在冷态下的可塑性,使坯件在滚压工具的压力作用下发生塑性变形,从而辗制出相应的螺纹。在塑性变形的过程中,材料本身的颗粒结构没有被破坏,因而螺纹成型后抗拉强度较高。图1所示为滚压成型和车削成型的外螺纹颗粒结构对比。


滚压成型的外螺纹车削成型的外螺纹
图1 滚压螺纹与车削螺纹颗粒结构的对比
车削中心外螺纹滚压加工
以M19×1-6g外螺纹为例,采用西班牙ALCO A-34轴向滚压(三辊式)装置(如图2所示),在高精度数控车削加工中心上滚压外螺纹(如图3所示)。滚压螺纹的局部工艺流程为:车削工件的螺纹中径→滚丝轮滚压工件的螺纹;所用滚轮:M18-M20×1,00 HSS;弹簧夹头:上海江泰¢10.85弹簧夹头;进给方式:滚压头轴向进给,工件旋转,滚压头不转动;工件材料:20CrMo,硬度175-215HB;要求:无毛刺、磕伤、划痕和卷边等外观缺陷。


图2 三辊轴向滚压装置
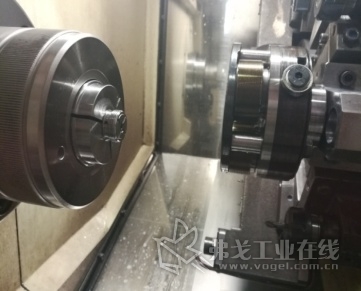
图3外螺纹加工示意图
滚压螺纹前,根据工件材质的硬度和延展性,确定工件小端螺纹的底径尺寸为φ18.26mm,并调整1号滚轮、2号滚轮和3号滚轮之间的距离,使之与配套尺规的厚度相等。然后,用主轴的弹簧夹头夹持工件,由车刀将其车削到预定的φ18.26mm外径尺寸。接着,主轴带动工件转动,由滚压装置滚压螺纹。经反复试验,滚压工件小端外螺纹的切削参数为:主轴转速500r/min,进给量0.21mm/r。滚压后,利用螺纹规检查工件小端外螺纹,螺纹合格且粗糙度优异。图4所示为滚压后的外螺纹表面和牙型。
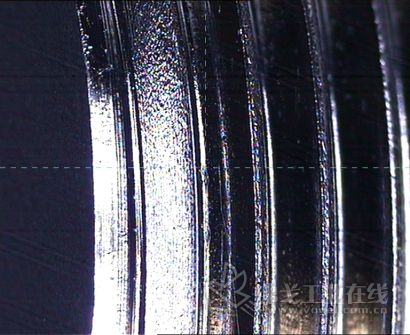
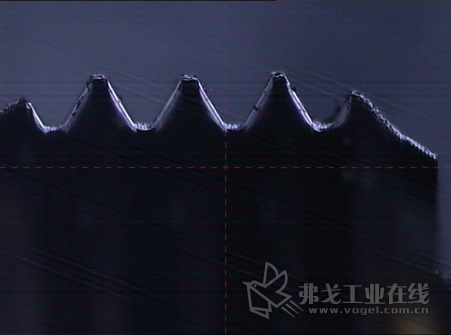
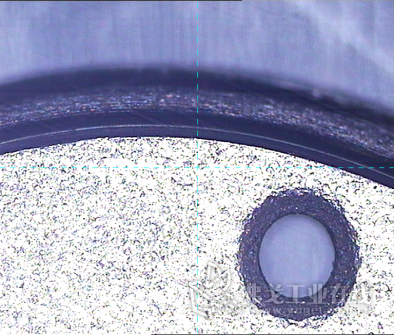
图4外螺纹表面光洁度高,无毛刺
工艺验证
安装调试首检后,连续加工50件,用螺纹中径尺测量螺纹中径,结果50组螺纹中径都在18.24mm左右,尺寸精度稳定,表面光洁度好。
考虑真空淬火热处理后螺纹可能变形,利用螺纹通止规和螺纹中径尺全面检查螺纹,结果,通止规检验全部合格,螺纹中孔在18.245mm左右,中径变形在0.005mm左右,热处理后螺纹变形较小。
滚压螺纹的优点
表1为车削螺纹和滚压螺纹工艺的对比。
| 参数 |
车削螺纹 |
滚压螺纹 |
| 切削情况 |
切削飞溅,缠绕 |
无切削 |
| 切削液 |
有 |
无 |
| 表面粗糙度Ra/μm |
3.2~1.6 |
1.6~0.8 |
| 刀具使用寿命/件 |
300 |
20000 |
| 加工节拍/s |
15 |
5 |
| 螺纹倒角处毛刺 |
有 |
无 |
与车削螺纹相比,滚压螺纹的优点是:
1.牙型饱满,表面粗糙度低,尺寸(中径)公差稳定;
2. 由于滚压后螺纹表面冷作硬化,并产生相应的径向压应力,因而强度和硬度高;
3. 生产率高;
4. 滚轮寿命长;
总之,滚压螺纹是一种高效、环保且节能的工艺方法,滚压出的螺纹具有极高的尺寸精度、表面质量和机械强度。



































获取更多评论