一种高频响音圈式直线伺服刀架系统
由长沙一派数控股份有限公司牵头承担的“ECK2150A数控活塞变椭圆车床”课题,针对超大活塞外圆车削加工的需求,研制了一套音圈式直线伺服刀架系统,解决了超大活塞外圆仿形数据量大、型线与截面形状复杂、加工效率低及稳定性差等问题。
这种音圈式直线伺服刀架系统,主要由音圈式直线电机刀架、专用驱动器和专用直线伺服控制器组成。其中,音圈式直线电机刀架创新性地采用了膜片支撑、复合轻型材料的支撑骨架设计、新型的导线材料及更加优化的磁路设计。众多创新性的应用,使得整套音圈式直线伺服刀架系统的动态频率响应达到465HZ(-3dB),满足了活塞的外圆车削加工对精度与效率的要求。目前,该研究成果已成功应用于“高档数控机床与基础制造装备”科技重大专项的“大功率船用柴油机活塞加工用变椭圆车床”课题产品中。该产品的成功研制,对提升我国机床的整体科技水平和国防综合实力具有重要意义。
简介
“ECK2150A数控活塞变椭圆车床”课题的一项主要研究内容是:以音圈式直线电机为基础,结合其传动响应快、定位精度高和支撑摩擦力小等特点,研制一套高响应高精度的直线伺服刀架系统,用于非圆截面的伺服车削加工。
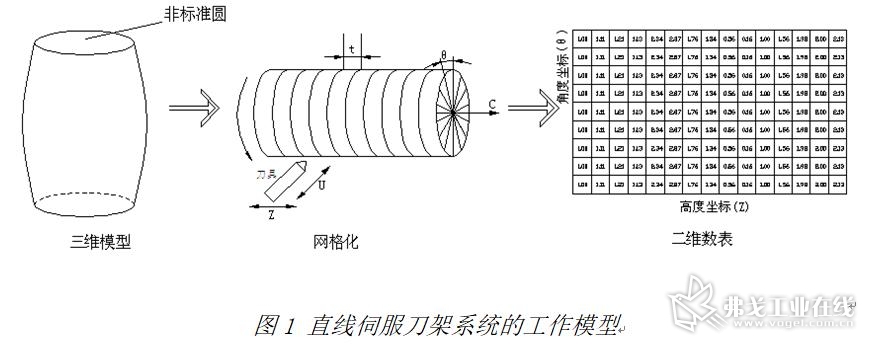
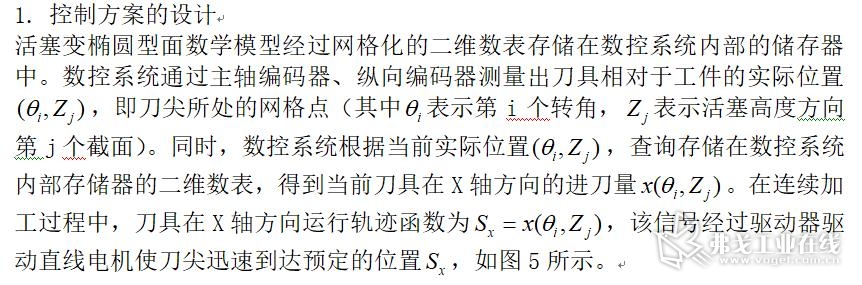
在一些特殊应用场合,需要将工件加工成异形的外圆结构,如图1所示的三维模型,需要将工件加工成一个椭圆的鼓形棒。对此,首先要对工件外形建立网格化的数学模型,形成一组工件数学模型的二维表,其中X轴坐标为工件高度,Y轴坐标为工件角度,表格的数据为工件外形相对于工件中心线的距离。然后,就需要采用一套直线伺服刀架系统来驱动刀具,使其根据数学模型实现工件的外圆仿型加工。
直线伺服刀架系统主要应用于活塞外圆截面加工、凸轮轴磨削加工、曲轴磨削加工和光学非球面镜加工等对精度要求较高的非圆截面的加工,应用非常广泛。在这些应用中,最典型的就是活塞外圆的截面加工。活塞是内燃机的核心零部件之一。考虑到内燃机运行时产生的燃气压力易造成活塞变形,而且活塞工作时也会受到自身热变形的影响,因此其外形一般采用中凸变椭圆形面,即活塞的横截面为椭圆型(不同位置的椭圆形状有微小变化,非标准椭圆),纵截面为中凸形。由于活塞外形的这种特殊性,在车削加工过程中,除了主轴高速旋转外,刀具还必须相应于工件作高频的往复运行,以形成活塞的中凸变椭圆外形。下面将分别介绍该刀架系统的组成结构。
音圈式直线电机技术原理
音圈式直线电机是因其结构类似于喇叭的音圈而得名。音圈式直线电机是一种特殊形式的直接驱动电机,具有结构简单、响应快和高加速度等特性。其工作原理是,通电线圈(导体)放在磁场内就会产生力,力的大小与施加在线圈上的电流成正比。根据安培定理,通电导体放于磁场中,就会产生力F,力的大小取决于磁场强弱B、电流I及磁场与电流的方向(如图2所示)。如果共有长度L的N根导线放入磁场中,则作用在导线上的力可以表示为:

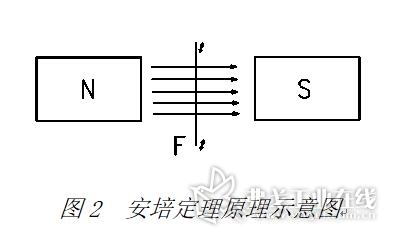
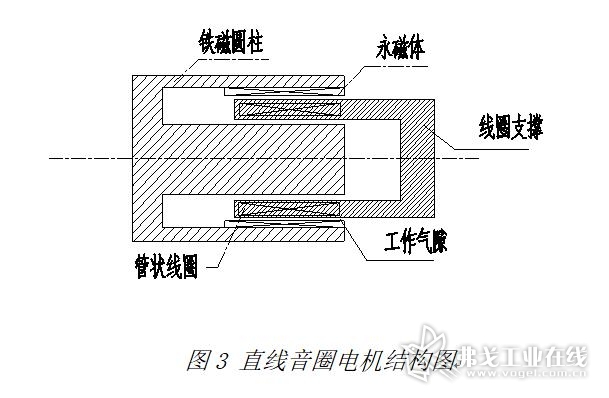
由图2可知,力的方向是电流的方向和磁场向量的函数,是二者的相互作用。如果磁场和导线长度为常量,则产生的力与输入电流成正比。在最简单的音圈电机结构形式中,直线音圈电机就是位于径向电磁场内的一个管型线圈绕组(如图3所示)。铁磁圆筒内部是由永磁体产生的磁场。这样的布置可使贴在铁磁圆柱上的永磁体具有相同的极性。铁磁材料的内芯配置在线圈轴向中心线上,与永磁体的一端相连接,用于形成磁回路。当线圈通电时,根据安培定理,线圈将受到磁场的作用,在线圈与磁体之间产生沿轴线方向的力,通电线圈两端电压的极性决定力的方向。
直线伺服刀架专属控制器的原理
直线伺服刀架专属控制器是针对直线伺服刀架的工作需求,在通用伺服控制器的基础上,通过增加直线快速伺服控制模块实现对直线伺服刀架的快速控制。其结构原理与通用的伺服控制器基本一致。
伺服控制器是用来控制伺服电机或者伺服执行器的一种器件,一般是通过位置、速度和力矩3种方式对伺服执行器进行控制,从而实现高精度的传动系统控制。伺服控制器在经历了模拟式、模数混合式的发展后,目前已进入全数字式时代。全数字式的伺服控制器不仅克服了模拟式控制器的分散性大、零漂和可靠性低等缺点,还充分发挥了数字式控制在控制精度上的优势,且控制方法灵活,使伺服控制器不仅结构简单,而且性能更加可靠。目前,高性能的伺服控制器大多由两部分组成:控制器的硬件和控制算法。控制算法是决定伺服控制性能的关键技术,是国外对伺服控制器技术封锁的主要部分,也是技术垄断的核心。
从结构上看,伺服控制器主要由伺服控制单元、功率驱动单元组成。其中,伺服控制器的控制单元是整个控制器的核心,实现系统的位置控制、速度控制、转矩和电流控制。所采用的数学信号处理器(DSP)除具有快速的数据处理能力外,还集中了丰富的用于电机控制的专用集成电路,如A/D转换器、PWM信号发生器、定时计数器电路、异步通讯电路、CAN总线收发器以及高速的可编程静态RAM和大容量的数据存储器等。伺服控制通过采用磁场定向的控制原理(FOC)和坐标变换,实现矢量控制(VC),同时结合正弦波脉宽调制(SPWM)控制模式实现对电机的控制。永磁伺服电机的矢量控制一般通过检测或估计电机定子磁通的位置值及幅值来控制动子电流或电压,这样电机的转矩(出力)便只与磁通和电流有关。与直流电机的控制方式类似,可以得到很高的控制性能。对于永磁伺服电机,定子磁通的位置与定子机械位置相同,这样检测定子的实际位置就可以得到电机定子的磁通位置,从而使永磁伺服电机的矢量控制比异步电机的矢量控制要简化很多。
音圈式直线伺服刀架的研制
1.高频响音圈式直线伺服电机与刀架一体化设计
高频响音圈式直线伺服电机与刀架构成直线伺服刀架系统。线圈绕组与推杆刚性联结在一起,并由平行支撑弹性膜片作支撑和导向,车刀固定在刀架头部随可动部分和推杆一起运动,以实现变椭圆型面加工。线圈绕组位于环形磁场中,当在线圈绕组中通入电流时,线圈绕组便受到洛仑磁力作用,通过推杆、弹性支撑膜片的作用转化为刀架的位移量。高频响音圈式直线伺服电机外形如图4所示。
2. 应用高精度的电涡流传感器作为电机的反馈装置
采用高精度、高分辨率的电涡流传感器直接检测刀架位置信号,高精度的反馈信号提高了位置反馈的精度,降低了位置信号受外界干扰的可能,从而有助于提升直线伺服刀架系统的控制精度。
3.直线伺服刀架的高频响设计
对于非圆截面的加工,需要刀架随着主轴的高速运转而进行高速的往复运动,运动过程轨迹的实时跟踪性对工件的加工精度产生直接影响。只有刀架动态系统的动态频率响应足够高,才能满足非圆截面加工中的高效率、高精度要求。
对于一个动态系统,其频率响应与该系统执行装置的加速度有直接关系。加速度越大,其动态响应越快,频率响应越高。由加速度公式可知,需要提升加速度,就必须提高系统的出力,并降低系统可动部分的质量。
对于电气控制而言,需要提高系统的频率响应就必须降低系统的电气时间常数。针对上述分析,在设计直线伺服刀架的过程中,首先,采取优化电机磁路的设计,提升电机永磁体的磁通量,并采用特殊材料增加电机的线圈匝数,从而提升了整个刀架的出力。其次,对可动部分采用轻量化的设计来降低直线伺服刀架运动部分的质量,如采用高强度硬铝作为电机次级支撑材料,并嵌入高导磁的电工纯铁以提升电机次级永磁体的磁导率,这两项措施显著降低了直线刀架运动部分的质量,并增加了电机的磁通量。这样的设计,能够保证音圈式直线伺服刀架的加速度满足设计要求。对于系统的电气时间常数,则是通过调整音圈电机初级线圈的结构,重新优化设计线圈匝数等措施,将音圈式直线伺服刀架系统的电气时间常数降低到满足设计需要的范围以下。
音圈式直线伺服刀架专属控制装置的研发
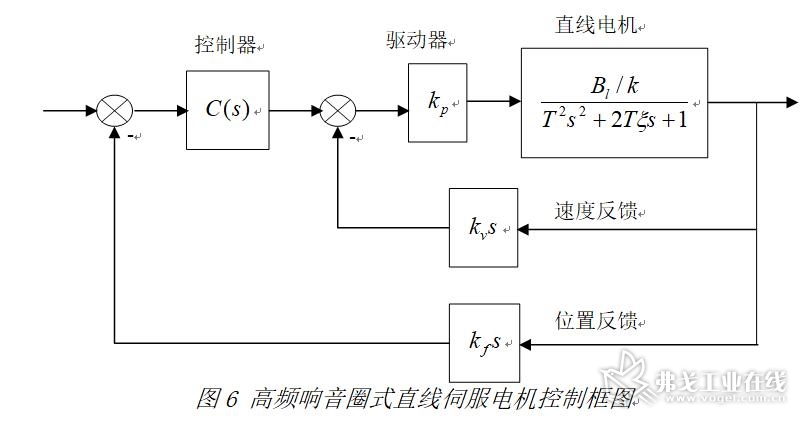
根据上述控制方案的设计,音圈式直线伺服刀架专属控制装置由两部分组成:控制器与驱动器。其中,驱动器为功率放大装置,主要以硬件为主;控制器则需要完成活塞外圆仿型数据的处理,且电机位置控制需要软硬件相结合,如图6所示。
2. 驱动器硬件结构设计
驱动器的主要功能为功率放大。其中,功率驱动电路板主要由电机驱动主回路、可控整流电路、信号检测电路、保护电路和开关电源组成。主回路采用智能IPM构成,主要作用是实现功率变换,将控制板输出的控制信号转变为具有一定驱动能力的强电信号并输出到电机。整流电路采用可控整流的方式,解决大功率应用场合中电源模块存在的谐波污染、无功消耗和能量回馈等问题。信号检测电路主要检测电机的电流,为系统闭环提供反馈信息。开关电源为整个驱动装置提供多路相互隔离且规格多样的直流电源。此外,还设计了软起动电路、能耗制动电路、谐波吸收、故障检测及保护电路等辅助电路,以提高系统的可靠性。
驱动器控制电路是直线伺服刀架系统的核心控制部件,直接影响到系统的性能,主要由带死区的PWM信号产生电路,电流、速度和位置三闭环控制器,幅值补偿电路以及相位超前补偿电路构成。电流环为高增益高带宽控制器,通过位置闭环控制与幅值,相位补偿电路可使直线伺服刀架系统达到高刚性与高频响。图7所示为直线伺服电机驱动器的逻辑控制框图。
图7 直线伺服电机驱动器的逻辑控制框图
3. 直线伺服电机控制器的开发
按照工件转速500r/min、主轴编码器4096线计算,要求控制系统完成一次数据交换处理的周期为0.029ms,而通用标准数控系统一般处理能力在1ms左右,远远无法满足本项目的要求。因此,本课题组与武汉华中数控股份有限公司合作,研制出能够满足高频响直线电机控制的数控系统。
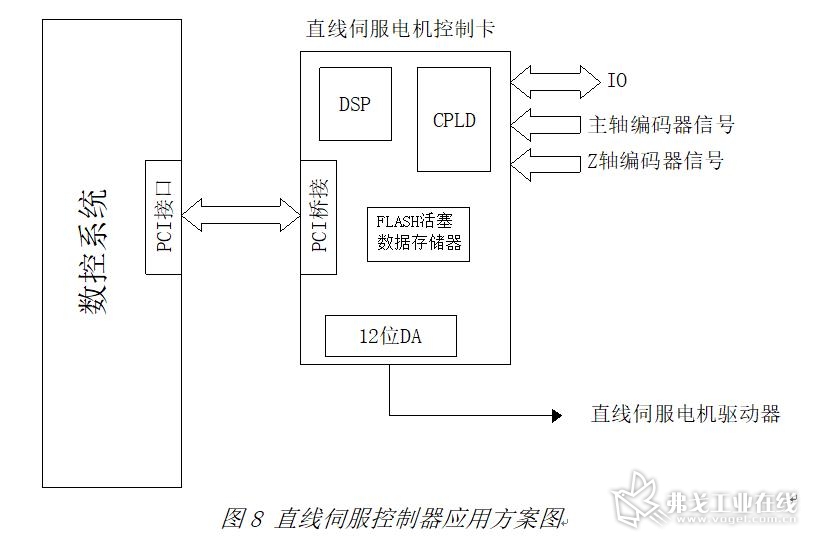
本项目应用“G代码+工艺卡”方式,即活塞型面数据作为“工艺卡”,实时跟随控制二维网格数据链表,而其他所有的控制则由数控系统的G代码完成。直线伺服电机控制卡的主要功能是,通过数控系统编辑活塞曲面数据文件,然后下载至直线伺服电机控制卡的FLASH存储器中。直线伺服电机控制卡的IO口接收编码器传送的位置信号,DSP根据位置信号输出对应的活塞曲面数据给DA芯片,DA芯片转换成电压信号输出给直线伺服电机的驱动器,使直线伺服电机按照规定的动作工作。直线伺服电机控制卡的应用方案如图8所示。
研究成果的应用
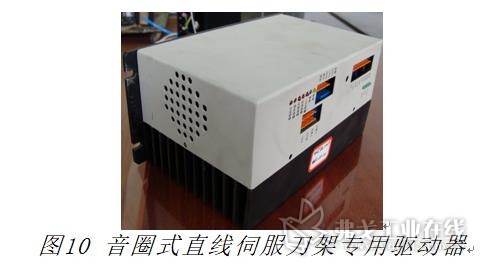
本项研究完成了音圈式直线伺服刀架系统的小批量生产,包括音圈式直线伺服刀架和音圈式直线伺服刀架专用驱动器等样机成品,如图9和图10所示。

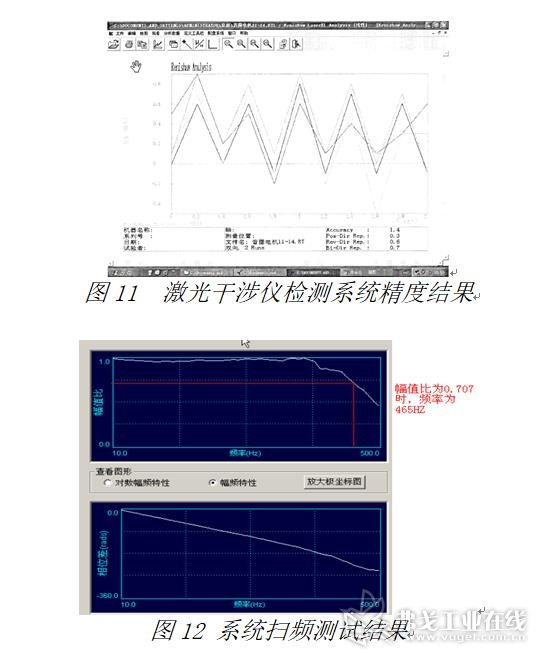
经测试,该音圈式伺服刀架在工作行程内的定位精度为1μm,重复定位精度为0.5μm。在0.1mm的运行幅值下,其频率响应达到465HZ(-3dB), 满足了变椭圆车床活塞加工要求,如图11和图12所示。
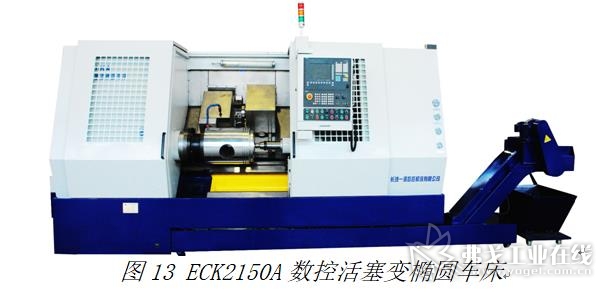
ECK2150A数控活塞变椭圆车床(如图13)是长沙一派数控股份有限公司为满足“大功率船用柴油机活塞加工用变椭圆车床”课题的应用要求而开发的一款适用于大功率发动机用活塞变椭圆车削加工的专用特种机床,它满足了超大功率船用柴油机活塞的外圆异形截面的加工需求。该机床填补了我国在大直径活塞变椭圆加工方面的技术空白,摆脱了核心高技术设备受国外封锁的局面,各项技术指标均达到国际先进水平。到目前为止,该机床已在用户现场运行超过10000小时,机床数控系统和直线伺服刀架均运行正常,加工产品质量稳定,为国家重点技术攻关项目的成功实施做出了贡献。
小结
本课题完成的音圈式直线伺服刀架系统成功应用于ECK2150A数控活塞变椭圆车床,经用户使用验证,其加工结果完全满足了设计要求,从而为活塞外圆的变椭圆加工提供了一种可靠的解决方案。



































获取更多评论